 CNC Controls automatic の矢印でGコードの実行です。
CNC Controls automatic の矢印でGコードの実行です。CNC_SOFTの研究
2005/1/30開設 最終更新日 2010/02/26 リンクFreeです。
CNCソフトはKcam4が良さそうですが有料のようです。 60日間60回起動まで制限なしとのこと
CNC Controls automatic の矢印でGコードの実行です。
ペンで基板を書いてみました。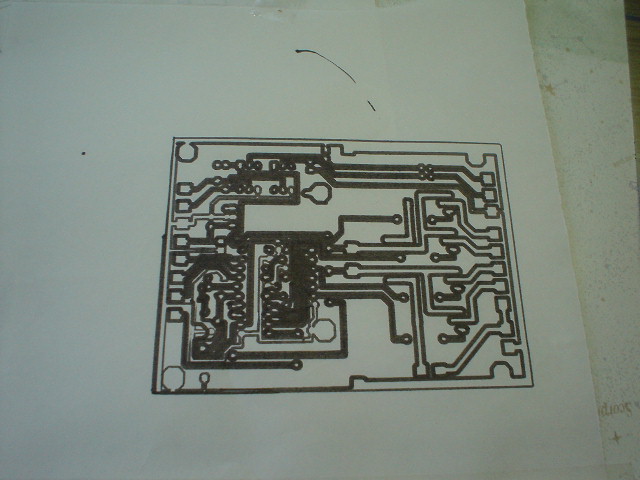 ぺんの取付が適当でずれていますが、まあ成功と言うことでこれで2300行です。
ぺんの取付が適当でずれていますが、まあ成功と言うことでこれで2300行です。
刃物を使った加工はもっと理解をしてから挑戦したいと思います
DeskCNCはシリアル専用基板が必要(Demo30日間)
TurboCNCはDOSモードで使いにくそう。
NCVCはGコードの確認に良さそうです。
回路図はBSch3Vが分かり易く好きですが出力がBMPとメタファイルのみでCNCに使えません。
回路図と基板の作成はEAGLEがFreeで小規模基板の設計が出来ます。
コントロールソフトはMACH1を使います。Frreで500行までの工作が出来ます。
1000行までFreeと書いてありますが、私の所では500行で止まってしまいます。 日本語化等は此処にあります。
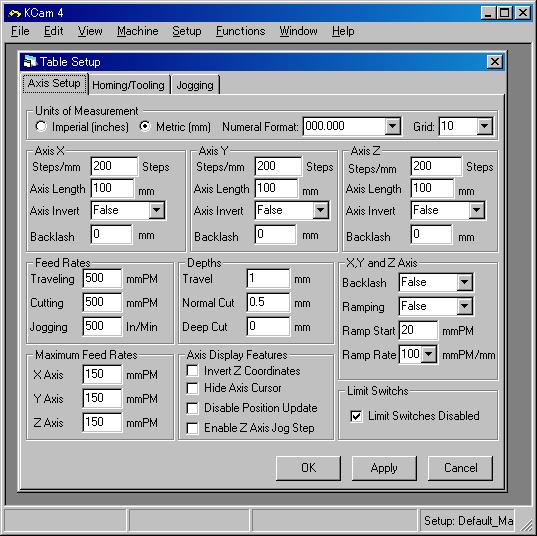
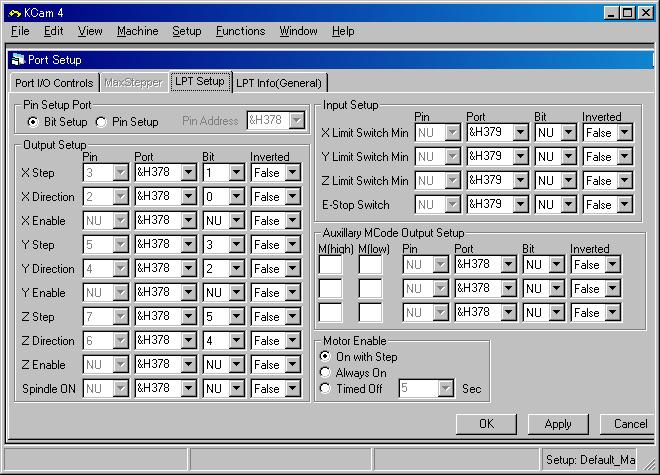
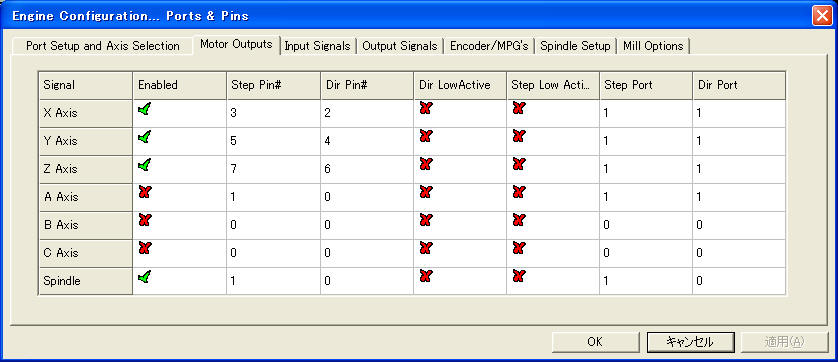
以下ピン番号の設定です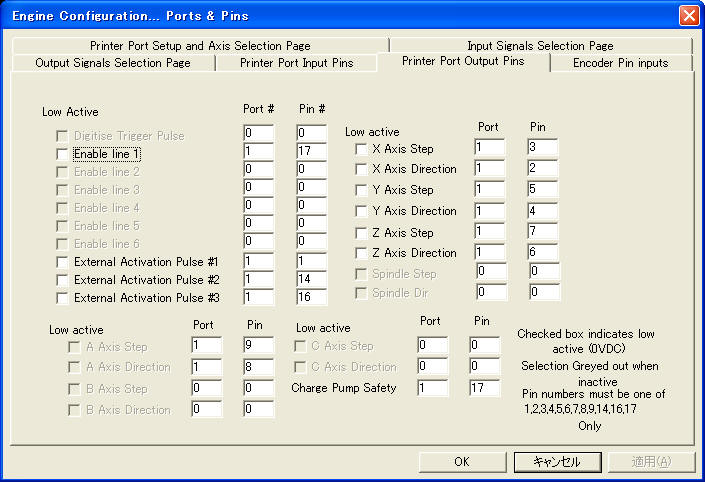 モーターの設定です。XYZ全て同じ設定です。
モーターの設定です。XYZ全て同じ設定です。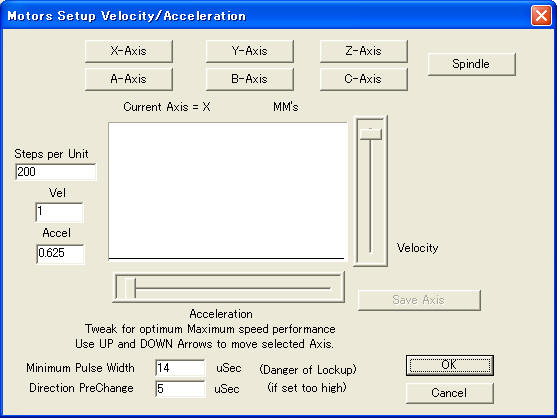
パラレルポートのピンの定義は、ある種のデファクトスタンダードがあって、
1 C0 OUTPUT 主軸
2 D0 OUTPUT X軸回転方向
3 D1 OUTPUT X軸ステップ
4 D2 OUTPUT Y軸回転方向
5 D3 OUTPUT Y軸ステップ
6 D4 OUTPUT Z軸回転方向
7 D5 OUTPUT Z軸ステップ
8 D6 OUTPUT A軸 ..オプション 回転方向
9 D7 OUTPUT A軸 ..オプション ステップ
10 S6 INPUT Z軸リミットスイッチ
11 S7 INPUT 未設定
12 S5 INPUT Y軸リミットスイッチ
13 S4 INPUT X軸リミットスイッチ
14 C1 OUTPUT X軸有効
15 S3 INPUT 未設定
16 C2 OUTPUT X軸有効
17 C3 OUTPUT X軸有効
最初に4角 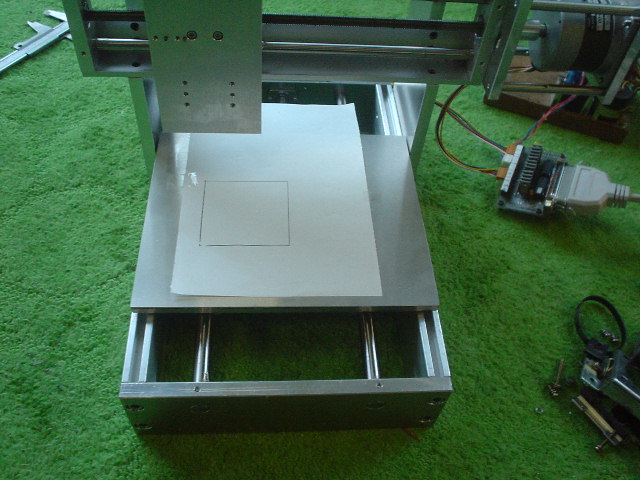 を書いて
を書いて
丸を描いてみたいのですがmach1はG02等の円弧のコマンドを受け付けない?G02 X20 Y0 ではだめでしょうか?
>円弧のGコードにはIJかR指定が必要です。Gコードの説明はすばらしいHPがあります。
円が書けました。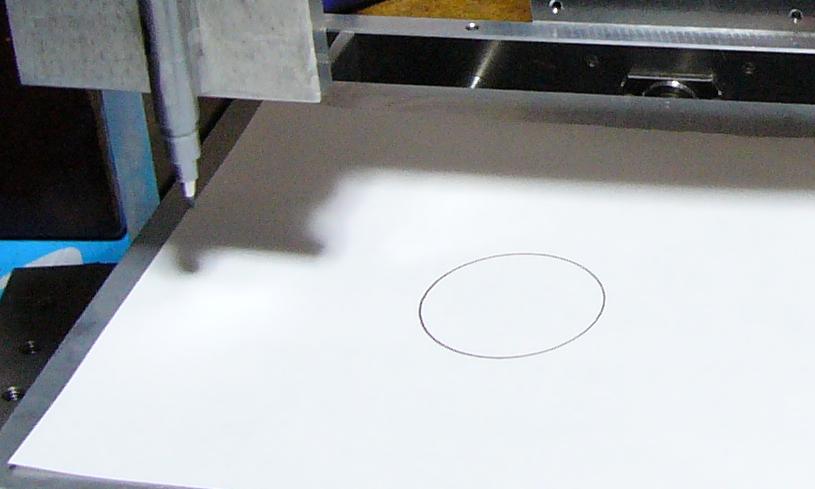
コントロール基板のパターンをEAGLEで書いてGコードに落としたところ10000行ものコードを出力します。
MACH1の無料で使えるのは500行まで。FREEソフトで加工は無理でしょうか?
ハードがほぼ完成しソフト使用になって問題発生
今まで順調に動いていたのですが、画面のリセットボタンが押せない・暴走などソフト的におかしくなってしまいました。
再インストールをしてもだめ 考えてみたらWINDOWSのUPデートをやったのが原因か?困った
使用システム 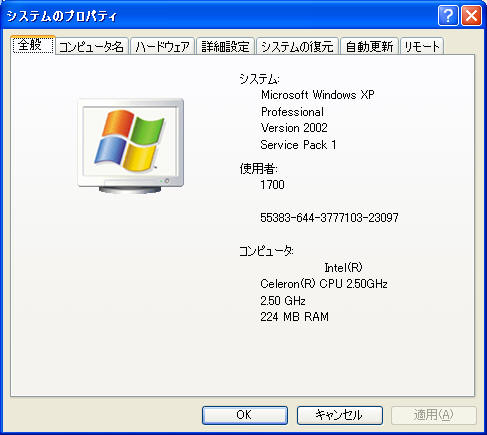 ASUS ターミネーター
ASUS ターミネーター
原因判明 トロイの木馬と言うウイルスでした。初めての大規模感染です。924/80633ものファイルが感染していました。
ウイルスバスターで確認して30日間限定の駆除ソフトで駆除しました。
何処から感染したのか全く不明です。スパイソフトも入っていて駆除しました。
刃物の代わりに取り付けるペンを作ってみました。
2作目の製品 プラスチックで短めに作りました構造は写真のとおり

ペン先をスプリングで押していて2㎜位の余裕があります。Z軸の調整が簡単です。
CNCで書いてみた基板パターンです。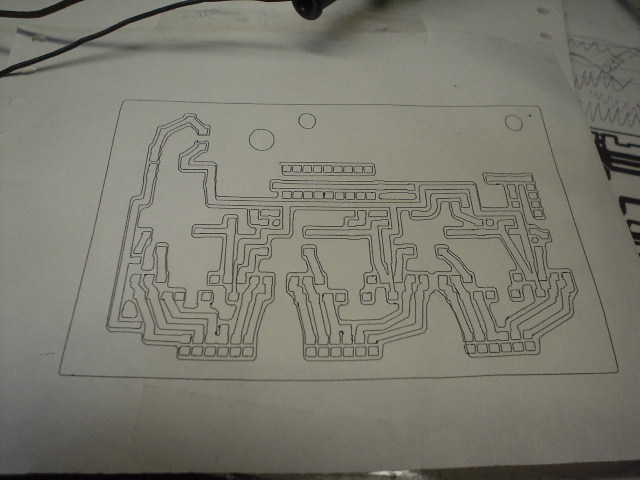 EAGLEで書いてみました。
EAGLEで書いてみました。
最初のGコードは35000行でしたがランドを4角にしたり工夫で3000行になりました。
使用ソフト EAGLE KCAM3 NCVC
実際加工するとなると刃先の高さを確認する冶具が必要です。 作りました。中央に刃先が触れるとブザーが鳴ります。
作りました。中央に刃先が触れるとブザーが鳴ります。
Y軸は+-が反対でした。分かるまで数時間。基板の裏表やドリルデーターの一致など複雑で!
ドリルデーターで穴を開けてみました。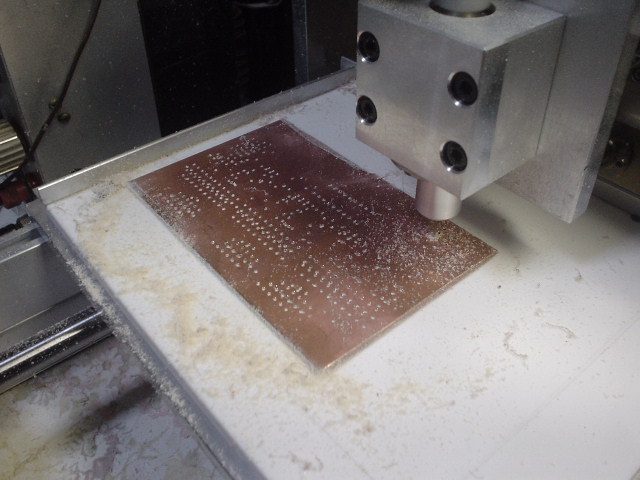 400個 何か思った場所にあいていません?1時間
400個 何か思った場所にあいていません?1時間
穴を開けている最中にステッピングがたまたま回ります。
スピンドルモーターのノイズのようなのでフィルターを付けてみました。
効果てきめん誤動作はなくなりました。いよいよパターンカットに挑戦。
パターンはまあまあ、掘りが深すぎたかもしれません。0.2㎜で1回カットです。約1時間 110*70㎜
左右で0.1㎜位深さが違います。調整必要
穴を開けてみましたが場所が少々ずれます。バックラッシュでも無さそうな気がするのですが。パターンと穴位置が完全に一致しない。?
同じGコードを何回も実行したので穴が大きくなっています。何かおかしい?意味の無いところへの穴あけやずれ等!!途中で中断
Y軸はしっかり合っていますがX軸がおかしいようです。がたが有るのか?
KCAMの使い方も良く分からなくて原点もリセットして目視で再設定したり滅茶苦茶です。
ピン間の配線は途切れて無くなってしまっています。カットしなければきれいに残っているのでパターンの工夫で1本は可能なようです。
以上1枚目のパターンカットでした。完成までに10枚くらいの挑戦が必要なようです。1日に1本は人間エラーでドリルを折ります。
G81コード絶対座標指定で実行しているドリルGコードの作成がおかしいのか?ずれるのは???
理想を言っていると完成しないので3枚目の基板に部品を付けてみました。SLA7062Mは手持ちが無いのでフォルムに注文しました。
穴がずれます。
SAL7062M周りは空け直しました。理由は不明まだノイズがあるのかもしれません。この基板に変更すれば改善するかも!
実際部品を挿してみるとバランスが悪いです。
検出抵抗は1オーム1/4W W=I*I*R ですので0.5AまでOK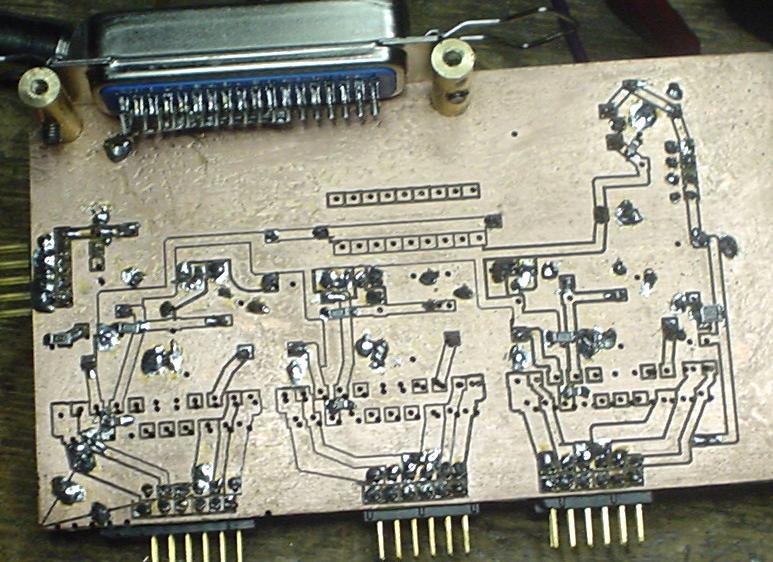
一部チップ部品を使いました。あとICとコネクターからの配線が必要 まだ切削がうまくいっていません
18PのIC用ランドは予備 PICでコントロールしたいんですが何時になるやら
ピン間の配線も旨くいきました。EAGLEから出力したGコードをNCVCでDXFに変換しJWCADで修正NCVCで再度読み込んでGコードに変換
パターンはKCAM3でドリルは秀丸EDITで手作業で変更後MACH1で加工しました。
MACH1のライセンスが無いので変なことをやっています。カットの幅が狭いのですぐ半田でショウトしてしまいます。
半田付け後の確認必要 この基板が完成すればマイクロステップ駆動でスピードUP可能か?
FREEのJWCAD使用のDATA作成
レイヤ0 ORIGIN 原点 ORIGIN名は必須です。原点を任意の丸で指定します。中心が原点です。
レイヤ1 CAM_LINE 切削 CAM_LINEは必須です。切削DATAを作図します。Gコード作成時にミラーも可能ですので裏表どちらでも可
レイヤ2 CAM_LINE1 穴あけDATAを作図-点で指定します。
レイヤ3 パーツ 無くてもかまいませんが部品の場所が分かりやすくなります。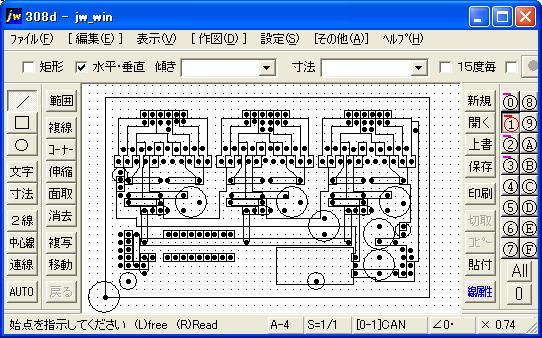
加工開始指示レイヤ 強制移動指示レイヤ コメント用文字レイヤ はオプション・DXF関係の設定・読込レイヤーで指定します。
最後に 編集>データ整理>全選択>選択確定>重複整理>連結整理>線ソート を実行します。
作図が終わったらJWCAD形式で保存します。(切削DATAが出来ます)
下記を jw_win.jwf のファイル名でJWCADのフォルダーに置くと作図がし易くなります。
S_COMM_0 = 00 35 A4 1 1 900 0 0 000
LAYNAM_N = 1
LAYNAM_0 =CNC,ORIGIN,CAM_LINE,CAM_LINE1,外形,ジャンパ,,,,,,,,,,,
LAYCOL_0 = 1 2 3 6 8 0 0 0 0 0 0 0 0 0 0 0
COM_LAY00 = 1 1 0
COM_LAY01 = 00 00 00 00 00 02 00 00 00 00
COM_LAY11 = 00 00 00 00 00 00 00 00 00 00
COM_LAY21 = 00 00 00 00 00 00 00 00 00 00
COM_LAY31 = 00 00 00 00 00 00 00 00 00 00
COM_LAY41 = F1 00 00
END
次にレイヤ1の名前をCAM_LINE0に変更、レイヤ2をCAM_LINE名に変更します。別のファイル名で保存(穴あけDATAになります)
次にNCVCでJWCADファイルを読み込みます。直接読めます。
NCVCでGコードを出力(F7)します。これで切削と穴あけのGコードができます。
F8でスピードや切込量等の切削データの設定をします。
非常にコンパクトです。切削は1000行以下穴あけは穴数+10行位です。FREEのMACHで加工できそうな行数です。
ここまで全てFREE SOFT
05/11/03 mach3にSOFTを変更しました。
 まずはピン設定
まずはピン設定
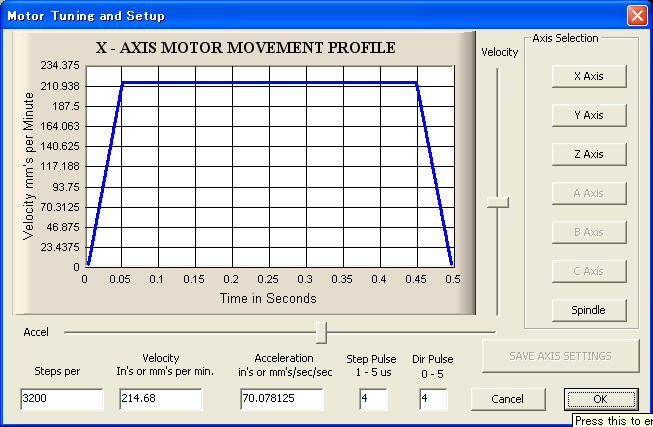
モーター設定(控え目に)
使い方が良くわかりませんが、研究してみます。
2010/2/26
モーター設定について
steps per は1mm移動するのに必要なパルス数を設定します。私のCNCに使用した長ねじは1回転で1mm進みます。ステッピングモーターは1回転200ステップ仕様です。更にコントロールICの設定で1ステップを16分割してコントロールしています。したがって1*200*16=3200になります。現在は2倍速していますので3200/2で1600に設定しています。各人のハードに合わせて指定してください。最後に実測して正しいことを確認してください。
Velocity は移動の最高スピードです。最初は50位に低く設定して様子を見てください。調子がよければ200、300に設定してください。長ねじ使用の場合は300位が最高だと思います。ボールねじを使った場合は1000位まで楽にいきます。300の場合は1分間に300mm移動の意味だと思います。余り上げすぎるとモーターが振動するだけで回りません。高価な高級CNCでは移動スピードがそれなりに速いです。
acceleration は加速設定です。回り始めていきなり最高速では重量のあるユニットでは負荷が大きすぎて脱調してしまいます。私は30の設定にして使っていますが、動きを見ながら適当に!!もっと少なくても良いかも。減速の時も同様に作用します。
IOピンの設定
画面のRESETキーが押せない場合はデフォルトではパラレルポートの10番ピンをGNDにつなぐ必要があります。これはEStopの設定です。10番ピンがオープンになっている場合はInputSignarusのタブでEStopのActivLowにチェックを入れて論理を逆にしてください。
home CNCの構想 CNCの製作 CNCのSOFT CNCの作品 ゲストブック
まだまだ続きますが現在研究工作中 2010/02/26 又来週